
























Zváranie TIG
Zváranie TIG - základný popis zváracie metódy
Obsah článku
- Čo je to zvárací metóda TIG
- Čo je to zváranie TIG AC / DC
- Čo je to HF / LIFT
- Špecifické funkcie zváračiek TIG
- Ovládací panel zváračky TIG AC / DC s legendou
Zváracia metóda TIG (Tungsten Inert Gass)
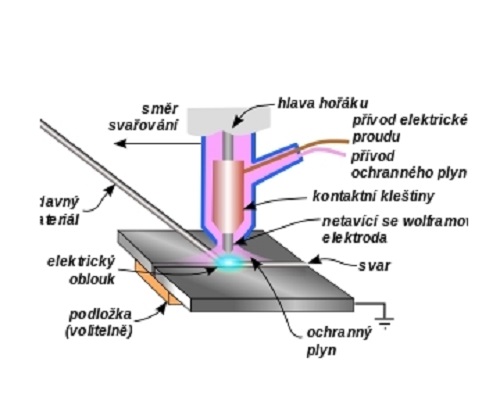
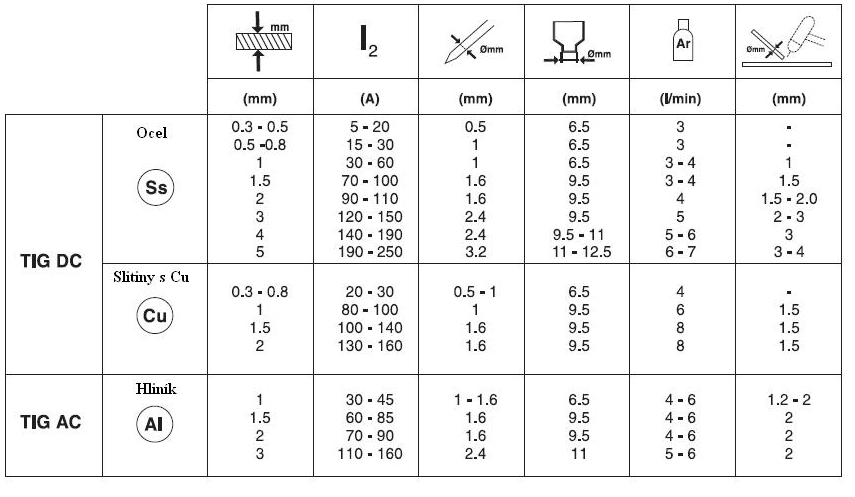
Zváranie TIG predstavuje zvárací postup, ktorý využíva teplo uvoľňované zo zapáleného elektrického oblúka, udržiavaného medzi neroztavitelnou elektródou (volfrám) a zváraným dielom, za použitia inertného plynu, ktorý bráni atmosferické oxidácii taveniny. (Obdoba zváranie plameňom, horiace plyn nahrádza teplo elektrického oblúka) Wolfrámovú elektródu drží zváracia pištoľ vhodná pre prenos potrebného zváracieho prúdu, ktorá chráni samotnú elektródu a taveninu pred atmosférickou oxidáciou prostredníctvom prúdu inertného plynu (obvykle argón: Ar 99,5%), prúdiaceho z keramickej hubice horáka TIG. Pre dobré zváranie je nevyhnutné, aby sa použil správny priemer elektródy sa správnym prúdom viď tabuľka
Elektróda zvyčajne vyčnieva z keramickej hubice 2-3 mm a môže dosiahnuť 8 mm pri rohových zvaroch. Zváranie sa vykonáva roztavením oboch okrajov spoja. U vhodne pripravených materiálov s malými hrúbkami (približne až do 1 mm) nie je potrebný prídavný materiál. U väčších hrúbky je potrebný prídavný materiál s rovnakým zložením, aké má základný zváraný materiál, vhodného priemeru, s vhodne pripravenými okrajmi. Aby bol zaistený dokonalý zvar, je nutné, aby boli zvárané dielce starostlivo vyčistené a zbavené oxidu, olejov, tukov, rozpúšťadiel atď.
Výhody zváracie metódy TIG:
Vysoko estetický zvar, minimálny vývin iskier (obdoba ako u zváranie plameňom), možnosť zváranie tenkých materiálov, výborná kontrola nad horiacim oblúkom
Nevýhody zváracie metódy TIG:
Potreba vysokej skúsenosti zvárača, nízka produktivita - zváranie je pomalší, potreba fľaše s plynom.
- Naša ponuka zváračky TIG:
- zváračky TIG jednofázové 230 V a trojfázové 3x400 V
Čo je to zváranie TIG - AC / DC
Zváranie TIG DC
Zváranie TIG DC je zváranie jednosmerným prúdom, vhodné pre všetky druhy ocele, meď, liatinu, nikel, titán. Pre zváranie TIG DC elektródou, pripojenú k pólu (-), sa obyčajne používa elektróda s 2% tória (červenej farby) alebo elektróda s 2% Ceria (šedej farby). Wolframovú elektródu treba axiálne nabrúsiť na brúske do špičky s pravidelným kužeľom tak, aby bol hrot dokonale vycentrovaný, čím sa zamedzí vychýleniu oblúka. Je dôležité, aby sa brúsenie vykonávalo v smere dĺžky elektródy. Túto operáciu bude treba pravidelne zopakovať v nadväznosti na opotrebenie elektródy alebo v prípade, že dôjde k jej náhodnej kontaminácii, oxidácii alebo nesprávnemu použitiu.
Zváranie TIG AC
Zváracie metóda TIG AC je zváranie striedavým prúdom vhodne modulovaným a umožňuje zvárať kovy, napríklad hliník, mosadz, bronz a zliatiny, ktoré vytvárajú na svojom povrchu nežiaduci ochranný a izolačný oxid. Zmenou polarity zváracieho prúdu je možné "narušiť" povrchovú vrstvu oxidu prostredníctvom mechanizmu nazvaného "ionické pieskovanie". Napätie na wolfrámovej elektróde je striedavo kladné (EP - kladná polvlna) a záporné (EN - záporná polvlna). Počas doby EP je oxid odstraňovaný z povrchu ( "čistenie" alebo "dekapování"), čím je umožnená tvorba taveniny. Počas doby EN dochádza k maximálnej aplikácii tepla na zváraný diel, čo umožní jeho zváranie. Možnosť meniť hodnotu parametra balance v AC umožňuje znížiť dobu prúdu EP na minimum a umožniť tak rýchlejšie zváranie.
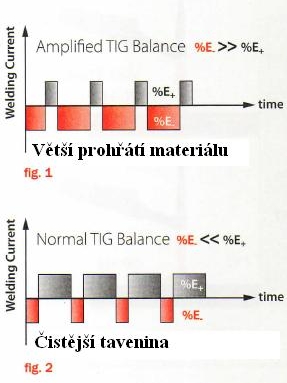
Vyššie hodnoty parametra balance umožňujú rýchlejšie zváranie, vyšší prienik, koncentrovanejší oblúk, užší zváracie kúpeľ a obmedzený ohrev elektródy. Nižšie hodnoty umožňujú vyššiu čistotu zváraného dielu. Použitie príliš nízke hodnoty parametra balance znamená rozšírenie oblúka a odoxidované časti povrchu, prehrievanie elektródy s následnou tvorbou guličky na hrote a poklese jednoduchosti zapálenie oblúka a možnosti jeho nasmerovanie. Použitie nadmerné hodnoty parametra balance má za následok príliš "špinavú" taveninu, zašpinenú tmavými nečistotami.
Najvhodnejšie druhom elektródy je elektróda z čistého volfrámu (zelenej farby).
Zapálenie oblúka HF a LIFT
Vysokofrekvenčné zapálenie oblúka - HF
Zapálenie elektrického oblúka prebieha bez styku volfrámové elektródy sa zváraným dielom, prostredníctvom iskry vyvolanej vysokofrekvenčným zariadením. Tento spôsob zapálenia oblúka nespôsobuje vznik volfrámových inklúzií vo zváracej kúpeli ani opotrebovanie elektródy a ponúka jednoduché začatie činnosti vo všetkých polohách zvárania.
Postup:
Stlačte tlačidlo zváracie pištole po priblížení hrotu elektródy k zváranému dielu (2-3 mm), počkajte na zapálenie oblúku prenesené impulzy HF a po zapálení oblúku vytvorte taveninu na zváranom dielu a postupujte pozdĺž spoja. V prípade výskytu problémov so zapálením oblúka aj v prípade, že bola overená prítomnosť plynu a sú viditeľné výboje HF, nevystavujte elektródu dlho pôsobeniu HF, ale skontrolujte jej povrchovú integritu a tvar hrotu a prípadne ho zabrúste na brúske. Po ukončení cyklu bude prúd vypnutý v súlade s nastavenou zostupnou hranou.
Zapálenie oblúka dotykom - LIFT
Zapálenie elektrického oblúka sa uskutoční oddialením volfrámové elektródy od zváraného dielu. Tento spôsob zapálenia oblúka spôsobuje menej elektrofrekvenčního rušenia a znižuje na minimum výskyt volfrámových inklúzií a opotrebenie elektródy.
Postup:
Ľahkým tlakom oprite hrot elektródy o zváraný diel. Stlačte na doraz tlačidlo na zváracie pištoľ a zdvihnite elektródu 2-3 mm s určitým oneskorením, čím dôjde k zapálenie oblúka. Zvárací prístroj najprv vygeneruje prúd ILift a krátko nato bude vygenerovaný nastavený zvárací prúd. Po ukončení cyklu bude prúd vypnutý v súlade s nastavenou zostupnou hranou.
Špecifické funkcie zváračiek TIG
PULSE - PULSE EASY
V režime TIG je možné vykonať voľbu medzi procesom zvárania s regulovateľným pulzným proudem- PULSE, alebo zváranie s prednastaveným pulzným prúdom - EASY PULSE. V pulznom režime TIG predstavuje pulznú frekvenciu. Pre modely AC / DC v režime TIG AC (s vypnutou pulzácií) predstavuje hodnotu frekvencie zváracieho prúdu. Režim pulse TIG sa využíva najmä pri zváraní tenkých materiálov hrúbky <1 mm, aby nedochádzalo k jeho prepaľovanie.
Balance
Pri zváraní hliníka metódou TIG sa vytvára na povrchu taveniny krusta z oxidu hliníka, zmenou polarity zváracieho prúdu je možné "narušiť" túto povrchovú vrstvu oxidu prostredníctvom mechanizmu nazvaného "ionické pieskovanie". Napätie na wolfrámovej elektróde je striedavo kladné (EP) a záporné (EN). Počas doby EP je oxid odstraňovaný z povrchu ( "čistenie" alebo "dekapování"), čím je umožnená tvorba taveniny. Počas doby EN dochádza k maximálnej aplikácii tepla na zváraný diel, čo umožní jeho zváranie. Možnosť meniť hodnotu parametra balance v AC umožňuje znížiť dobu prúdu EP na minimum a umožniť tak rýchlejšie zváranie.
Vyššie hodnoty parametra balance umožňujú rýchlejšie zváranie, vyšší prienik, koncentrovanejší oblúk, užší taveninu a obmedzený ohrev elektródy. Nižšie hodnoty umožňujú vyššiu čistotu zváraného dielu. Použitie príliš nízke hodnoty parametra balance znamená rozšírenie oblúka a odoxidované časti povrchu, prehrievanie elektródy s následnou tvorbou guličky na hrote a poklese jednoduchosti zapálenie oblúka a možnosti jeho nasmerovanie. Použitie nadmerné hodnoty parametra balance má za následok príliš "špinavú" taveninu, zašpinenú tmavými kousky. Priebeh funkcie "Balance" je znázornený na tomto diagrame:
Režim 2T / 4T (režim dvojtakt-štvortakt)
Dvojtakt-stlačením tlačidla na horáku sa uvedie zváračka do chodu, pustením tlačidla sa zastaví. Používa sa pri krátkych zvarov. Štvortakt - stlačením tlačidla sa spustí stroj a potom sa uvoľní a zváračka zostáva v činnosti. Ďalším stlačením a uvoľnením sa zváračka zastaví. Tento režim sa používa pri dlhých zvaroch, aby "nebolel" prst. Funkcia Štvortakt býva doplňovaná ešte funkciou Bi-Level, uvádza sa do činnosti krátkym stlačením ovládacieho tlačidla.
Bi-Level
Táto funkcia umožňuje ovládacím tlačidlom v priebehu zvárania prepínať hodnotu zváracieho prúdu v dvoch úrovniach. Prvá úroveň je normálne nastavený zvárací prúd, druhá hodnota je prúd nižší, nastavený obsluhou, až na úroveň prúdu IBAS.
Panel zváračky TIG AC / DC s legendou nastavenie funkcií:
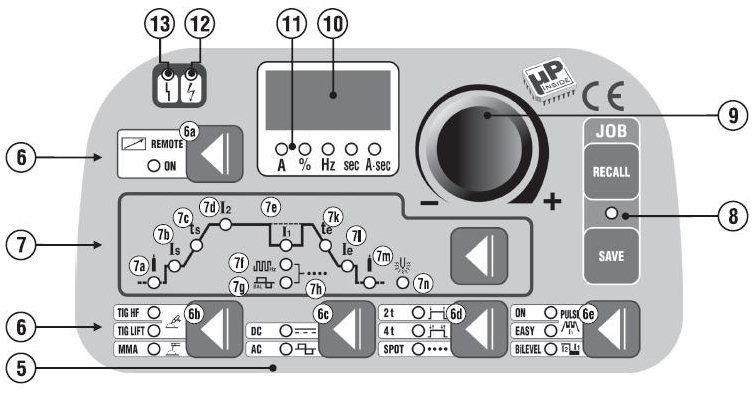
Legenda k popisu panelu zváračky TIG:
7a - nastavenie predfuku plynu-zlepšuje začiatok zváranie
7b - nastavenie Ištart, v režime TIG 2 takt a v režime bodového zvárania (SPOT) predstavuje počiatočný prúd Ištart, ktorý je udržovaný po pevne stanovenú dobu pri stlačenom tlačidle zváracie pištole (regulácia v ampéroch).
V režime TIG 4 takt umožňuje reguláciu počiatočného prúdu, ktorý je udržovaný po celú dobu stlačenia tlačidla zváracie pištole (regulácia v ampéroch).
V režime MMA predstavuje táto funkcia počiatočné dynamický nadprúd pre zapálenie oblúka "HOT START" (regulácia 0 ÷ 100%). Počas tohto režimu je na displeji zobrazované percentuálne zvýšenie predvolené hodnoty zváracieho prúdu. Táto funkcia zlepšuje začiatok zvárania.
7c - nastavenie nábežná hrana - tštart, v režime TIG predstavuje dobu prednej hrany prúdu z Ištart na I2 zváracie, doba regulácia 0,1 ÷ 10 sek.
7d - nastavenie hlavného zváracieho prúdu I2
7e - nastavenie znížené hodnoty zváracieho prúdu I1 v režime Bi-level
7f - nastavenie frekvencie. V režime TIG DC predstavuje frekvenciu pulzov (frekvencia horný polvlny), v režime TIG AC predstavuje hodnotu frekvencie oboch polvlny.
7g - nastavenie v režime TIG AC hodnoty "Balance" v%
7h - nastavenie v režime TIG bodovaní (Spot) predstavuje čas zvárania 0,1 - 10 sec
7k - nastavenie zostupnej hrany tend v režime TIG predstavuje čas zostupu prúdu z I2 na Iend, 0,1-10 sec
7l - nastavenie koncového prúdu Iend v režime TIG 2-takt predstavuje koncový prúd za predpokladu, že zostupná hrana tend> 0,1 sec. V režime 4-takt je Iend udržovaný po dobu stlačenia tlačidla horáku
7m - nastavenie dofuku plynu, v režime TIG je to čas dobehu plynu, nastaviteľný 0,1-25 sec
7n - nastavenie predohrevu elektródy, v režime TIG je nastavený prúd x čas predohrevu volfrámové elektródy pri zapálení oblúka
Ďalej:
6a - zapnutie diaľkového ovládania
6b - voľba metódy zvárania
6c - voľba medzi režimom AC / DC
6d - voľba medzi režimom 2 takt / 4takt, bodovanie (spot)
6e - voľba režimu Pulse / Easy pulse, Bi-level
7 - nastavenie parametrov procesu zvárania
8 - Tlačidlá "RECALL" a "SAVE" pre uloženie užívateľských programov do pamäte a pre ich opätovné načítanie.
9 - Otočný ovládač pre nastavenie parametrov zvárania, voliteľných tlačidlom
10 - Alfanumerický displej
11 - Červená LED, označujúci meranú veličinu
12 - Zelená LED, poukazujúce na zapnuté výkonové obvody
13 - LED signalizácia ALARMU (zablokovanie zváračky).
Obnovenie činnosti prebehne automaticky, bezprostredne po zrušení príčiny alarmu.
Hlásenie alarmu sú zobrazované na displeji (10):
- "AL1": Aktivácia tepelnej ochrany primárneho obvodu.
- "AL2": Aktivácia tepelnej ochrany sekundárneho obvodu.
- "AL3": Aktivácia ochrany následkom prepätia napájacieho vedenia.
- "AL4": Aktivácia ochrany následkom podpätie napájacieho vedenia.
- "AL5": Aktivácia ochrany následkom príliš vysokej primárnej teploty.
- "AL6": Aktivácia ochrany následkom chýbajúce fázy napájacieho vedenia.
- "AL7": Nadmerný nános prachu vnútri zváracieho prístroja, obnovenie prostredníctvom:
- vyčistenie vnútra prístroja; tlačidlá displeja ovládacieho panela.
- "AL8": Pomocné napätie mimo určený rozsah.
- "AL9": Aktivácia ochrany následkom nedostatočného tlaku v rozvode vodného chladenia zváracie pištole. Obnovenie činnosti nie je automatické.
Pri vypnutí zváracieho prístroja môže byť na niekoľko sekúnd zobrazená signalizácia "OFF".